একটি ম্যাট চকোলেট পৃষ্ঠ থেকে চকোলেট ড্রেজের উপর একটি আয়নার মতো উচ্চ-গ্লস ফিনিস পর্যন্ত যাত্রা একটি শিল্প এবং একটি বিজ্ঞান উভয়ই। উৎপাদন ব্যবস্থাপক এবং মান নিয়ন্ত্রণ বিশেষজ্ঞরা প্রায়শই জিজ্ঞাসা করেন: চকোলেট ড্রেজিতে সেই লোভনীয় উচ্চ-গ্লস ফিনিসটি অর্জন করতে পলিশিং প্রক্রিয়াটি আসলে কতক্ষণ সময় নেয়? উত্তরটি সোজা নয়, কারণ একাধিক ভেরিয়েবল টাইমলাইনকে প্রভাবিত করে, কিন্তু উৎপাদন দক্ষতা অপ্টিমাইজ করার জন্য এবং সামঞ্জস্যপূর্ণ পণ্যের গুণমান বজায় রাখার জন্য এই কারণগুলি বোঝা অপরিহার্য।
পেশাদার মিষ্টান্ন উত্পাদন পরিবেশে, চকোলেট ড্রেজের জন্য পলিশিং প্রক্রিয়া সাধারণত থেকে হয় 45 মিনিট থেকে 3 ঘন্টা প্রতি ব্যাচ, সরঞ্জামের স্পেসিফিকেশন, পণ্যের বৈশিষ্ট্য এবং পছন্দসই ফিনিস মানের উপর নির্ভর করে। এই টাইমলাইনে প্রস্তুতি, সক্রিয় পলিশিং পর্যায়গুলি এবং গুণমান যাচাইয়ের পর্যায়গুলি সহ সম্পূর্ণ পলিশিং চক্রকে অন্তর্ভুক্ত করে। উন্নত ব্যবহার অপারেশন জন্য চকোলেট এবং ক্যান্ডি পলিশিং মেশিন সিস্টেম, ব্যতিক্রমী ফিনিস মান বজায় রাখার সময় প্রক্রিয়াটি উল্লেখযোগ্যভাবে সুগম করা যেতে পারে।
পণ্যের জ্যামিতি, আবরণের বেধ, পরিবেষ্টিত পরিবেশগত অবস্থা এবং নিযুক্ত নির্দিষ্ট পলিশিং পদ্ধতিতে মৌলিক পার্থক্য থেকে সময়কালের বৈচিত্র্য উদ্ভূত হয়। গোলাকার এবং গোলাকার ড্রেজগুলি সাধারণত পলিশিং এজেন্টের সাথে আরও অভিন্ন পৃষ্ঠের যোগাযোগের কারণে অনিয়মিত আকারের চেয়ে দ্রুত পলিশ করে। একইভাবে, পাতলা চকলেট আবরণযুক্ত পণ্যগুলিকে ভারী প্রলিপ্ত কেন্দ্রগুলির তুলনায় কম পলিশ করার সময় প্রয়োজন, কারণ পৃষ্ঠের ক্ষেত্রফল থেকে আয়তনের অনুপাত কত দ্রুত পলিশিং মাধ্যমটি পছন্দসই দীপ্তি তৈরি করতে পারে তা প্রভাবিত করে।
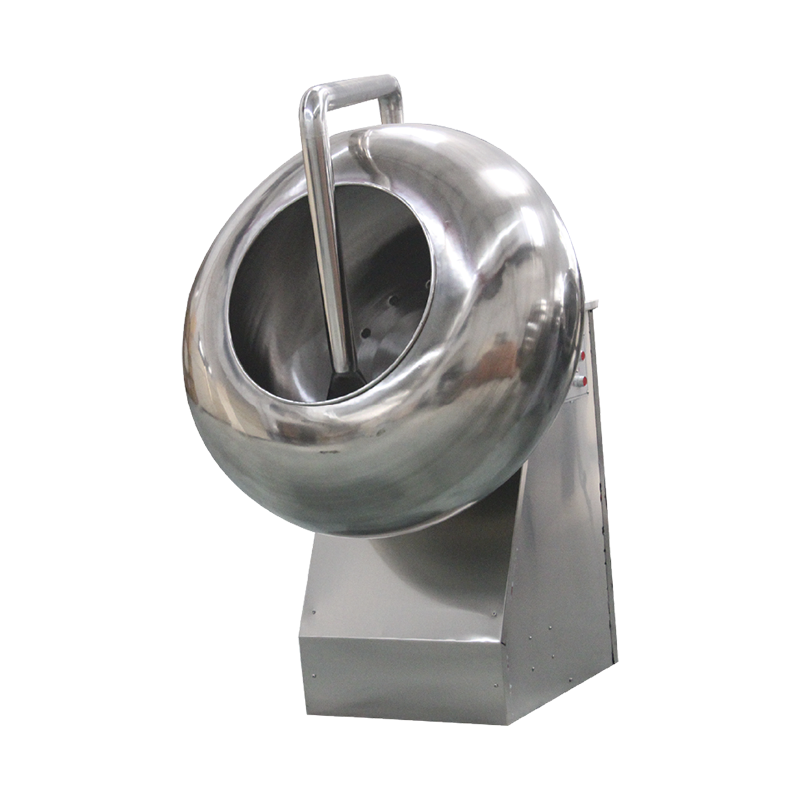
আপনার পলিশিং সরঞ্জামের প্রযুক্তিগত বৈশিষ্ট্যগুলি প্রক্রিয়াকরণের সময়ের সাথে সরাসরি সম্পর্কযুক্ত। আধুনিক পলিশিং মেশিনে ড্রামের ব্যাস 600 মিমি থেকে 1500 মিমি পর্যন্ত থাকে, যার মধ্যে ঘূর্ণন গতি সাধারণত সেট করা হয় প্রতি মিনিটে 28 এবং 32 বিপ্লব সর্বোত্তম পলিশিং কর্মের জন্য। পরিবর্তনশীল ফ্রিকোয়েন্সি ড্রাইভের সাথে সজ্জিত মেশিনগুলি অপারেটরদের পুরো পলিশিং চক্র জুড়ে গতিশীলভাবে ঘূর্ণন গতি সামঞ্জস্য করতে দেয়, যা স্থির-গতির ইউনিটের তুলনায় সামগ্রিক প্রক্রিয়াকরণের সময় 15-20% কমাতে পারে।
গরম করার ক্ষমতা আরেকটি গুরুত্বপূর্ণ সময় ফ্যাক্টর প্রতিনিধিত্ব করে। উচ্চতর গরম করার ক্ষমতা (2-3kW) সহ সিস্টেমগুলি আরও কার্যকরভাবে 20-25°C এর মধ্যে সামঞ্জস্যপূর্ণ ড্রাম তাপমাত্রা বজায় রাখতে পারে, তাপমাত্রার ওঠানামা প্রতিরোধ করে যা প্রায়শই পলিশিং চক্রকে প্রসারিত করে। উন্নত মডেলগুলি স্বাধীন নিয়ন্ত্রণের সাথে দ্বৈত গরম করার উপাদানগুলিকে অন্তর্ভুক্ত করে, দ্রুত তাপমাত্রা সামঞ্জস্য করতে সক্ষম করে যা উত্পাদন প্রবাহকে বাধা না দিয়ে বিভিন্ন চকলেট ফর্মুলেশনকে মিটমাট করে।
ড্রেজের ভৌত বৈশিষ্ট্যগুলি প্রক্রিয়াকরণের সময়কালকে উল্লেখযোগ্যভাবে পালিশ করে। স্ট্যান্ডার্ড পণ্য বিভাগ এবং তাদের সাধারণ পলিশিং সময়সীমার মধ্যে রয়েছে:
সারফেস ক্ষেত্রফল থেকে ভর অনুপাতের গণনা প্রকাশ করে যে ছোট ড্রেজগুলি (10 মিমি-এর কম) বড় ইউনিটের তুলনায় বেশি দক্ষতার সাথে পালিশ করে কারণ পলিশিং এজেন্ট মোট পৃষ্ঠের এলাকা জুড়ে আরও সমানভাবে বিতরণ করে। যাইহোক, খুব ছোট পণ্যের (5 মিমি এর নিচে) একত্রীকরণ রোধ করার জন্য ড্রামের গতি কমানোর প্রয়োজন হতে পারে, যা প্রক্রিয়াকরণের সময় 10-15% বাড়িয়ে দিতে পারে।
পরিবেষ্টিত তাপমাত্রা এবং আর্দ্রতার মাত্রা পলিশিং সময়কালের পরিমাপযোগ্য পার্থক্য তৈরি করে। চকোলেট পলিশিংয়ের জন্য সর্বোত্তম পরিবেশগত অবস্থার মধ্যে রয়েছে:
যখন পরিবেষ্টিত আর্দ্রতা 60% ছাড়িয়ে যায়, তখন পলিশ করার সময় 20-30% বৃদ্ধি পেতে পারে কারণ আর্দ্রতা ক্রিস্টালাইজেশন প্রক্রিয়াতে হস্তক্ষেপ করে যা চকচকে পৃষ্ঠ তৈরি করে। বিপরীতভাবে, অত্যন্ত শুষ্ক অবস্থা (40% আর্দ্রতার নিচে) দ্রুত শুকানোর কারণ হতে পারে যা সঠিক পলিশিং এজেন্ট বিতরণকে বাধা দেয়, ধীর প্রক্রিয়াকরণের গতি এবং বর্ধিত চক্রের প্রয়োজন হয়।
চকোলেট ড্রেজের উপর একটি উচ্চ-গ্লস ফিনিস অর্জনের সাথে মাইক্রোস্কোপিক স্তরে কোকো মাখনের ক্রিস্টালাইজেশনকে হেরফের করা জড়িত। পলিশিং প্রক্রিয়া যান্ত্রিক ঘর্ষণ তৈরি করে যা নিয়ন্ত্রিত তাপ উৎপন্ন করে (পণ্যের পৃষ্ঠে প্রায় 28-32°C), যা মুহূর্তের জন্য চকোলেট আবরণকে নরম করে। ড্রামটি ঘূর্ণায়মান এবং শীতল বায়ু সঞ্চালিত হওয়ার সাথে সাথে, পৃষ্ঠটি স্থিতিশীল ফর্ম V পলিমর্ফে পুনরায় ক্রিস্টালাইজ করে, যা বৈশিষ্ট্যযুক্ত চকচকে চেহারা তৈরি করে।
এই থার্মাল সাইক্লিংটি পলিশিং চক্র জুড়ে বারবার ঘটে, প্রতিটি পুনরাবৃত্তি পৃষ্ঠের কাঠামোকে পরিমার্জন করে। গবেষণা ইঙ্গিত দেয় যে সর্বোত্তম গ্লস বিকাশের জন্য 15-25টি সম্পূর্ণ তাপ চক্র প্রয়োজন , যা ব্যাখ্যা করে কেন প্রক্রিয়াটি তাড়াহুড়ো করা যাবে না। অত্যধিক গরম বা আক্রমনাত্মক যান্ত্রিক ক্রিয়া দ্বারা চক্রকে ত্বরান্বিত করার প্রচেষ্টার ফলে পৃষ্ঠের ত্রুটি, চর্বি ফুল, বা অসম চকচকে বন্টন হয় যা পুনরায় প্রক্রিয়াকরণের প্রয়োজন হয়।
পলিশিং এজেন্টের প্রয়োগ সুনির্দিষ্ট টাইমিং প্রোটোকল অনুসরণ করে যা পণ্যের ধরন এবং পছন্দসই ফিনিস তীব্রতার দ্বারা পরিবর্তিত হয়। সাধারণ পলিশিং এজেন্ট এবং তাদের আবেদনের সময়সীমার মধ্যে রয়েছে:
| পলিশিং এজেন্ট | আবেদন পর্যায় | সময়কাল | ফলাফল |
| গাম আরবি সমাধান (2-3%) | চূড়ান্ত সমাপ্তি | 15-20 মিনিট | উচ্চ চকচকে প্রতিরক্ষামূলক সীল |
| মোম-কার্নাউবা মিশ্রণ | মধ্যবর্তী মসৃণতা | 25-35 মিনিট | স্থায়িত্ব সঙ্গে গভীর দীপ্তি |
| শেলাক-ভিত্তিক গ্লেজ | চূড়ান্ত সিলান্ট | 10-15 মিনিট | সর্বাধিক গ্লস এবং সুরক্ষা |
| প্রাকৃতিক পলিশিং (কোন সংযোজন নেই) | বর্ধিত প্রক্রিয়া | 120-180 মিনিট | সূক্ষ্ম চকচকে, ন্যূনতম প্রক্রিয়াকরণ |
এজেন্ট আবেদনের সময় গুরুত্বপূর্ণ। সিলিং এজেন্টের অকাল প্রয়োগ পৃষ্ঠের অসম্পূর্ণতাকে আটকাতে পারে, যখন বিলম্বিত প্রয়োগের ফলে অপর্যাপ্ত আনুগত্য হতে পারে। অভিজ্ঞ অপারেটররা সাধারণত তিনটি পর্যায়ে পলিশিং এজেন্ট প্রয়োগ করে: প্রাথমিক পৃষ্ঠ প্রস্তুতি (মোট সময়ের 20%), প্রাথমিক পলিশিং (মোট সময়ের 50%), এবং চূড়ান্ত গ্লস বিকাশ (মোট সময়ের 30%)।
কার্যকর তাপমাত্রা নিয়ন্ত্রণ গুণমানের সাথে আপস না করে পলিশিং সময়কাল হ্রাস করার ক্ষেত্রে সবচেয়ে গুরুত্বপূর্ণ ফ্যাক্টরকে উপস্থাপন করে। উন্নত পলিশিং সিস্টেম মাল্টি-জোন তাপমাত্রা নিয়ন্ত্রণ নিযুক্ত করে যা বিভিন্ন ড্রাম বিভাগকে স্বতন্ত্র তাপীয় প্রোফাইল বজায় রাখতে দেয়। এই ক্ষমতা পলিশিং চক্রের বিভিন্ন পর্যায়ে পণ্যগুলির একযোগে প্রক্রিয়াকরণ সক্ষম করে, সামগ্রিক ব্যাচের সময়কে 25% পর্যন্ত কমিয়ে দেয়।
একটি আদর্শ 90-মিনিট পলিশিং চক্রের মধ্যে সর্বোত্তম তাপমাত্রার অগ্রগতি এই প্যাটার্ন অনুসরণ করে:
15° এবং 45° এর মধ্যে ড্রামের ঝোঁক কোণগুলি পণ্যের চলাচলের ধরণ এবং পলিশিং দক্ষতাকে উল্লেখযোগ্যভাবে প্রভাবিত করে। স্টিপার অ্যাঙ্গেল (35-45°) আরও ক্যাসকেডিং অ্যাকশন তৈরি করে যা পলিশিং এজেন্টের উপর পৃষ্ঠের এক্সপোজার বাড়ায়, সম্ভাব্যভাবে বৃত্তাকার পণ্যগুলির জন্য প্রক্রিয়াকরণের সময় 10-15% কমিয়ে দেয়। যাইহোক, চাটুকার কোণগুলি (15-25°) অনিয়মিত আকারগুলির জন্য আরও কার্যকর প্রমাণিত হয় যেগুলি পৃষ্ঠের ক্ষতি রোধ করতে মৃদু হ্যান্ডলিং প্রয়োজন।
পরিবর্তনশীল গতির প্রোটোকল প্রক্রিয়াকরণের সময়কে আরও অপ্টিমাইজ করে। প্রারম্ভিক আবরণ পর্যায়গুলিতে ধীর গতি (20-25 rpm) দিয়ে শুরু করা পণ্যের ক্ষতি প্রতিরোধ করে, যখন মূল পর্বে সর্বোত্তম পলিশিং গতিতে (30-32 rpm) বৃদ্ধি পৃষ্ঠ পরিশোধন দক্ষতা সর্বাধিক করে। কিছু উন্নত সিস্টেম বিপরীত ঘূর্ণন ক্ষমতাগুলিকে অন্তর্ভুক্ত করে যা মৃত অঞ্চলগুলিকে দূর করে এবং অভিন্ন পলিশিং নিশ্চিত করে, সমস্ত পণ্যের পৃষ্ঠের সামঞ্জস্যপূর্ণ এক্সপোজার নিশ্চিত করে মোট চক্রের সময় হ্রাস করে।
সুনির্দিষ্ট পলিশিং সময়ের প্রয়োজনীয়তা বোঝা সঠিক উত্পাদন পরিকল্পনা এবং ক্ষমতা গণনা সক্ষম করে। 1000 মিমি ড্রাম ব্যাস এবং 50-70 কেজি ব্যাচ ক্ষমতা সহ একটি স্ট্যান্ডার্ড PGJ সিরিজ পলিশিং মেশিন সাধারণত সম্পূর্ণ করতে পারে প্রতি 8-ঘন্টা শিফটে 4-6 ব্যাচ 60-মিনিট পলিশিং চক্রের সাথে স্ট্যান্ডার্ড বৃত্তাকার ড্রেজগুলি প্রক্রিয়া করার সময়।
সময়সূচী করার সময় উত্পাদন পরিচালকদের এই সময়ের উপাদানগুলির জন্য অ্যাকাউন্ট করা উচিত:
এই গণনাগুলি নির্দেশ করে যে প্রতি ব্যাচের মোট চক্র সময় 66 থেকে 152 মিনিটের মধ্যে, পণ্যের গ্রুপিং এবং সিকোয়েন্স অপ্টিমাইজেশানের গুরুত্বের উপর জোর দেয়। অনুরূপ পণ্যগুলি ধারাবাহিকভাবে চালানো ব্যাচগুলির মধ্যে পরিষ্কার করার সময়কে বাদ দেয়, কার্যকরভাবে দৈনিক থ্রুপুট 15-20% বৃদ্ধি করে।
আধুনিক মিষ্টান্নের ক্রিয়াকলাপগুলি পলিশিং মেশিনগুলিকে অবিচ্ছিন্ন উত্পাদন লাইনে একীভূত করে যেখানে টাইমিং সিঙ্ক্রোনাইজেশন গুরুত্বপূর্ণ। একটি সাধারণ সমন্বিত লাইনে লেপ স্টেশন, কুলিং টানেল এবং ক্রমানুসারে সাজানো পলিশিং ইউনিট অন্তর্ভুক্ত থাকে। পলিশিং স্টেশনকে অবশ্যই আপস্ট্রিম আবরণ ক্ষমতার সাথে গতি বজায় রাখতে হবে, যা সাধারণত লাইন কনফিগারেশনের উপর নির্ভর করে প্রতি ঘন্টায় 100-500 কেজি পর্যন্ত হয়।
প্রতিবন্ধকতা প্রতিরোধ করার জন্য, অনেক সুবিধাগুলি সমান্তরালভাবে কাজ করে একাধিক পলিশিং মেশিন নিয়োগ করে, প্রতিটি ইউনিট নির্দিষ্ট পণ্যের ধরন বা ফিনিস প্রয়োজনীয়তাগুলি পরিচালনা করে। এই সমান্তরাল প্রক্রিয়াকরণ পদ্ধতিটি সামগ্রিক লাইনকে অবিচ্ছিন্ন প্রবাহ বজায় রাখার অনুমতি দেয় যখন পৃথক ব্যাচগুলি মানের মানগুলির জন্য প্রয়োজনীয় সুনির্দিষ্ট পলিশিং সময় পায়। উদাহরণ স্বরূপ, 300 কেজি/ঘন্টা রেটিং করা একটি প্রোডাকশন লাইন তিনটি পলিশিং মেশিন ব্যবহার করতে পারে প্রতিটি 100 কেজি ব্যাচগুলিকে স্তব্ধ 90-মিনিট চক্রে প্রক্রিয়াকরণ করে, সর্বোত্তম পলিশিং সময়কাল বজায় রাখার সাথে অবিচ্ছিন্ন আউটপুট নিশ্চিত করে।
পলিশিং প্রক্রিয়াটি কখন সম্পূর্ণ হয় তা নির্ধারণের জন্য বিষয়গত চাক্ষুষ মূল্যায়নের পরিবর্তে বস্তুনিষ্ঠ পরিমাপ প্রয়োজন। ইন্ডাস্ট্রি-স্ট্যান্ডার্ড গ্লস পরিমাপ 60-ডিগ্রি জ্যামিতি গ্লস মিটার নিযুক্ত করে যা পৃষ্ঠের প্রতিফলন পরিমাপ করে। উচ্চ-গ্লস চকলেট ফিনিশ সাধারণত মধ্যে নিবন্ধন 85-95 গ্লস ইউনিট (GU) 60 ডিগ্রিতে, যখন প্রিমিয়াম মিরর ফিনিস 95 GU ছাড়িয়ে যেতে পারে।
আধুনিক পলিশিং সরঞ্জামগুলিতে একত্রিত রিয়েল-টাইম গ্লস মনিটরিং সিস্টেমগুলি স্বয়ংক্রিয়ভাবে সনাক্ত করতে পারে যখন পণ্যগুলি লক্ষ্য নির্দিষ্টকরণে পৌঁছায়, আন্ডার-প্রসেসিং (অপর্যাপ্ত গ্লস) এবং ওভার-প্রসেসিং (সম্ভাব্য পৃষ্ঠের ক্ষতি বা ফ্যাট ব্লুম) উভয়ই প্রতিরোধ করে। এই সিস্টেমগুলি মানের বৈচিত্র্য কমিয়ে দেয় এবং অনিশ্চয়তা দূর করে যা প্রায়শই অপারেটরদের অপ্রয়োজনীয়ভাবে পলিশিং চক্র প্রসারিত করতে পরিচালিত করে।
যদিও ইন্সট্রুমেন্টাল পরিমাপ নির্ভুলতা প্রদান করে, অভিজ্ঞ গুণমান নিয়ন্ত্রণ কর্মীরা নির্দিষ্ট ভিজ্যুয়াল ইঙ্গিতগুলি সনাক্ত করে যা সর্বোত্তম পলিশিং সম্পূর্ণতা নির্দেশ করে:
গণনাকৃত পলিশিং সময়কালের পরে এই মানদণ্ডগুলি পূরণ করে এমন পণ্যগুলি আত্মবিশ্বাসের সাথে ছেড়ে দেওয়া যেতে পারে, যখন ঘাটতিগুলি দেখায় তাদের প্রসারিত প্রক্রিয়াকরণ বা প্রক্রিয়া প্যারামিটার বিচ্যুতি সনাক্তকরণের প্রয়োজন হতে পারে।
যখন পলিশিং চক্র ধারাবাহিকভাবে প্রত্যাশিত সময়সীমা অতিক্রম করে, তখন এই কারণগুলির পদ্ধতিগত তদন্ত সাধারণত মূল কারণ প্রকাশ করে:
আবরণ মানের সমস্যা: ভুল টেম্পারিং বা ফ্যাট কন্টেন্ট সহ চকলেট আবরণ পলিশিং প্রতিরোধ করতে পারে, 30-50% অতিরিক্ত প্রক্রিয়াকরণ সময় প্রয়োজন। প্রি-লেপ মেজাজ যাচাই এই সমস্যা প্রতিরোধ করে।
পরিবেশগত নিয়ন্ত্রণ ব্যর্থতা: পলিশিং এলাকায় অপর্যাপ্ত জলবায়ু নিয়ন্ত্রণ প্রক্রিয়াকরণের সময় বাড়ায় কারণ সরঞ্জামগুলি সর্বোত্তম তাপীয় অবস্থা বজায় রাখতে সংগ্রাম করে। পলিশিং জোনের জন্য ডেডিকেটেড HVAC সিস্টেম ইনস্টল করা সাধারণত চক্রের সময় 15-25% কমিয়ে দেয়।
সরঞ্জাম রক্ষণাবেক্ষণের অবস্থা: জীর্ণ ড্রাম পৃষ্ঠ, অদক্ষ গরম করার উপাদান, বা আটকে থাকা বায়ু সঞ্চালন ব্যবস্থা পলিশিং কার্যকারিতা হ্রাস করে। নিয়মিত রক্ষণাবেক্ষণের সময়সূচীতে প্রতি 12-18 মাসে ড্রাম পৃষ্ঠের রিফিনিশিং এবং ত্রৈমাসিক গরম করার উপাদান পরিদর্শন অন্তর্ভুক্ত করা উচিত।
পণ্য ওভারলোডিং: প্রস্তাবিত ব্যাচের ক্ষমতা (সাধারণত 1000 মিমি ড্রামের জন্য 45-90 কেজি) অতিক্রম করা অসম পলিশিং অ্যাকশন তৈরি করে এবং গুণমান হ্রাস করার সময় প্রক্রিয়াকরণের সময় বাড়ায়। নির্দিষ্ট লোডিং ওজন মেনে চলা সর্বোত্তম কর্মক্ষমতা নিশ্চিত করে।
যখন উৎপাদনের চাহিদা কমিয়ে পলিশ করার সময় প্রয়োজন, তখন এই বৈধ কৌশলগুলি অগ্রহণযোগ্য মানের আপস ছাড়াই প্রক্রিয়াকরণকে ত্বরান্বিত করতে পারে:
প্রি-কন্ডিশন্ড পণ্য লোড হচ্ছে: পলিশ করার আগে পণ্যগুলিকে পরিবেষ্টিত তাপমাত্রায় নিয়ে আসা প্রাথমিক তাপীয় সামঞ্জস্যের পর্যায়গুলি দূর করে, প্রতি ব্যাচে 10-15 মিনিট সাশ্রয় করে৷
অপ্টিমাইজড পলিশিং এজেন্ট ঘনত্ব: গাম আরবি বা বিশেষায়িত কুইক-পলিশ ফর্মুলেশনের সামান্য বেশি ঘনত্ব ব্যবহার করলে চূড়ান্ত গ্লসিং টাইম 20-30% কমাতে পারে, যদিও খরচের বিবেচনা অবশ্যই মূল্যায়ন করা উচিত।
উন্নত বায়ু সঞ্চালন: 25-30% বর্ধিত বায়ুপ্রবাহ প্রদানের জন্য ব্লোয়ার সিস্টেমগুলিকে আপগ্রেড করা পৃষ্ঠের শুষ্কতা এবং স্ফটিককরণকে ত্বরান্বিত করে, বিশেষ করে উচ্চ-আর্দ্রতা পরিবেশে উপকারী।
স্বয়ংক্রিয় পরামিতি নিয়ন্ত্রণ: পিএলসি-ভিত্তিক কন্ট্রোল সিস্টেম যা রিয়েল-টাইম প্রোডাক্ট ফিডব্যাকের উপর ভিত্তি করে স্বয়ংক্রিয়ভাবে তাপমাত্রা এবং গতি সামঞ্জস্য করে, রক্ষণশীল ওভার-প্রসেসিং প্রতিরোধ করে যা প্রায়ই ম্যানুয়াল অপারেশনের সাথে ঘটে।
উপযুক্ত পলিশিং সরঞ্জাম নির্বাচনের সাথে উত্পাদনের পরিমাণের প্রয়োজনীয়তার সাথে প্রক্রিয়াকরণের সময় ক্ষমতার ভারসাম্য জড়িত। মূল নির্বাচনের মানদণ্ড অন্তর্ভুক্ত:
| ড্রাম ব্যাস | ব্যাচ ক্যাপাসিটি | সাধারণ সাইকেল সময় | দৈনিক আউটপুট (8 ঘন্টা) |
| 600 মিমি | 15 কেজি | 45-60 মিনিট | 120-180 কেজি |
| 800 মিমি | 30-50 কেজি | 50-75 মিনিট | 240-400 কেজি |
| 1000 মিমি | 50-70 কেজি | 60-90 মিনিট | 300-500 কেজি |
| 1250 মিমি | 120-180 কেজি | 75-120 মিনিট | 600-900 কেজি |
বিভিন্ন পণ্যের পোর্টফোলিও সহ সুবিধাগুলি একাধিক মেশিনের আকার বজায় রাখার দ্বারা উপকৃত হয়, প্রতিটি পণ্যের জন্য ব্যাচের আকার অপ্টিমাইজেশানের অনুমতি দেয় বরং সমস্ত পণ্যগুলিকে প্রসেসিং সময় প্রসারিত করে বড় আকারের সরঞ্জামগুলির মাধ্যমে বাধ্য করার পরিবর্তে।
আধুনিক চকোলেট এবং ক্যান্ডি পলিশিং মেশিন ফিনিস কোয়ালিটি বাড়ানোর সময় পলিশিং এর সময়কাল কমানোর জন্য বিশেষভাবে ডিজাইন করা বৈশিষ্ট্যগুলিকে সিস্টেমগুলি অন্তর্ভুক্ত করে:
পরিবর্তনশীল ফ্রিকোয়েন্সি ড্রাইভ (ভিএফডি) নিয়ন্ত্রণ: পলিশিং চক্র জুড়ে সুনির্দিষ্ট গতি সমন্বয় সক্ষম করে, প্রতিটি পর্যায়ের জন্য যান্ত্রিক ক্রিয়াকে অপ্টিমাইজ করে এবং স্থির গতির সিস্টেমের তুলনায় মোট সময় 15-20% কমিয়ে দেয়।
স্বয়ংক্রিয় পলিশিং এজেন্ট ডেলিভারি: প্রোগ্রামেবল স্প্রে সিস্টেমগুলি সর্বোত্তম ব্যবধান এবং ঘনত্বে পলিশিং এজেন্ট প্রয়োগ করে, ম্যানুয়াল প্রয়োগের বিলম্ব এবং প্রক্রিয়াকরণের সময় বাড়ায় এমন অসঙ্গতি দূর করে।
ইন্টিগ্রেটেড তাপমাত্রা প্রোফাইলিং: স্বাধীন নিয়ন্ত্রণ সহ মাল্টি-জোন হিটিং বিভিন্ন পলিশিং পর্যায়ে পণ্যগুলির একযোগে প্রক্রিয়াকরণের অনুমতি দেয়, কার্যকরভাবে ব্যাচ সিস্টেমের মধ্যে একটি অবিচ্ছিন্ন প্রবাহ তৈরি করে।
দ্রুত পরিবর্তন ড্রাম সিস্টেম: টুল-মুক্ত ড্রাম অপসারণ এবং প্রতিস্থাপনের ক্ষমতাগুলি ব্যাচের মধ্যে পরিস্কার এবং পরিবর্তনের সময় 30-45 মিনিট থেকে 10 মিনিটের নিচে কমিয়ে দেয়, কার্যকর দৈনিক ক্ষমতা উল্লেখযোগ্যভাবে উন্নত করে।
শিল্প তথ্য বিভিন্ন অপারেশনাল পন্থা জুড়ে মসৃণতা দক্ষতা উল্লেখযোগ্য পরিবর্তন প্রকাশ করে. সর্বোত্তম-শ্রেণীর সুবিধাগুলি গড় পলিশিং চক্রের সময় অর্জন করে স্ট্যান্ডার্ড বৃত্তাকার dragees জন্য 45-55 মিনিট , যখন গড় পারফরমারদের সাধারণত সমমানের মানের আউটপুটের জন্য 75-90 মিনিটের প্রয়োজন হয়। এই 30-40% দক্ষতার ব্যবধানটি মূলত সরঞ্জামের ক্ষমতা, প্রক্রিয়া নিয়ন্ত্রণের পরিশীলিততা এবং অপারেটর প্রশিক্ষণের স্তর থেকে উদ্ভূত হয়।
পলিশিং অপারেশনের জন্য মূল কর্মক্ষমতা সূচক অন্তর্ভুক্ত করা উচিত:
টপ-পারফর্মিং অপারেশনগুলি 95% এর উপরে ফার্স্ট-পাস মানের হার বজায় রাখে, যখন প্রক্রিয়া নিয়ন্ত্রণের সাথে লড়াই করা সুবিধাগুলি 15-25% পুনঃপ্রসেসিং হার দেখতে পারে, কার্যকরভাবে মোট পলিশিং সময় এবং সম্পদের ব্যবহার আনুপাতিকভাবে বৃদ্ধি করে।
উদীয়মান প্রযুক্তিগুলি ফিনিস গুণমান বজায় রাখার বা উন্নত করার সময় পলিশিং চক্রের সময় আরও হ্রাস করার প্রতিশ্রুতি দেয়। অতিস্বনক-সহায়তা পলিশিং সিস্টেম, বর্তমানে উন্নত উন্নয়ন পর্যায়ে, উন্নত পৃষ্ঠ সক্রিয়করণের মাধ্যমে প্রক্রিয়াকরণের সময় 40-50% কমানোর সম্ভাবনা দেখায়। একইভাবে, উন্নত ক্রিস্টালাইজেশন গতিবিদ্যা সহ উন্নত আবরণ ফর্মুলেশন যান্ত্রিক পলিশিং হস্তক্ষেপ ছাড়াই দ্রুত চকচকে বিকাশ সক্ষম করতে পারে।
অটোমেশন এবং কৃত্রিম বুদ্ধিমত্তা একীকরণ সময়ের অপ্টিমাইজেশনের জন্য সবচেয়ে তাত্ক্ষণিক সুযোগের প্রতিনিধিত্ব করে। মেশিন লার্নিং অ্যালগরিদমগুলি যা রিয়েল-টাইম পণ্যের উপস্থিতি বিশ্লেষণ করে এবং প্রক্রিয়া প্যারামিটারগুলি স্বয়ংক্রিয়ভাবে সামঞ্জস্য করে রক্ষণশীল সুরক্ষা মার্জিন অপারেটররা সাধারণত প্রয়োগ করে তা দূর করতে পারে, ধারাবাহিকতা উন্নত করার সময় চক্রের সময় 10-15% হ্রাস করে৷
প্রতিটি পণ্যের প্রকারের জন্য সুনির্দিষ্ট সময়ের পরামিতি নথিভুক্ত করা ধারাবাহিক ফলাফল নিশ্চিত করে এবং ক্রমাগত উন্নতি সক্ষম করে। স্ট্যান্ডার্ড অপারেটিং পদ্ধতি নির্দিষ্ট করা উচিত:
পণ্য-নির্দিষ্ট সময়ের মানদণ্ড: ন্যূনতম, লক্ষ্য, এবং সর্বাধিক পলিশিং সময়কাল ঐতিহাসিক কর্মক্ষমতা ডেটা এবং গুণমান যাচাইকরণ অধ্যয়নের উপর ভিত্তি করে। এই মানগুলি ত্রৈমাসিক পর্যালোচনা করা উচিত এবং প্রক্রিয়ার উন্নতি বা গঠন পরিবর্তনের উপর ভিত্তি করে আপডেট করা উচিত।
সিদ্ধান্ত প্রোটোকল: কখন প্রক্রিয়াকরণ প্রসারিত করতে হবে, কখন পণ্য ছাড়তে হবে এবং কখন সমস্যা সমাধানের তদন্ত শুরু করতে হবে তা নির্ধারণের জন্য পরিষ্কার মানদণ্ড। এই প্রোটোকলগুলি নির্বিচারে সময় এক্সটেনশনগুলিকে প্রতিরোধ করে যা প্রায়শই ঘটে যখন অপারেটরদের স্পষ্ট নির্দেশনা নেই।
ডকুমেন্টেশনের প্রয়োজনীয়তা: প্রতিটি ব্যাচের জন্য প্রকৃত চক্রের সময়, পরিবেশগত অবস্থা এবং গুণমানের পরিমাপ রেকর্ড করা অপ্টিমাইজেশান সুযোগ সনাক্তকরণ এবং কর্মক্ষমতা বিচ্যুতি নির্ণয়ের জন্য প্রয়োজনীয় ডেটা ভিত্তি তৈরি করে।
মানব উপাদান উল্লেখযোগ্যভাবে পলিশিং দক্ষতা প্রভাবিত করে। ব্যাপক প্রশিক্ষণ প্রোগ্রামগুলিকে সম্বোধন করা উচিত:
প্রক্রিয়া তত্ত্ব বোঝা: অপারেটররা যারা পলিশিংয়ের পিছনে বৈজ্ঞানিক নীতিগুলি বোঝেন — স্ফটিককরণ গতিবিদ্যা, তাপ ব্যবস্থাপনা এবং পৃষ্ঠের রসায়ন — তারা আরও ভাল রিয়েল-টাইম সিদ্ধান্ত নেয় যা সময় নষ্ট হওয়া ত্রুটিগুলি প্রতিরোধ করে।
সরঞ্জাম অপ্টিমাইজেশান দক্ষতা: পরামিতি সমন্বয় কৌশল, সমস্যা সমাধানের পদ্ধতি এবং রক্ষণাবেক্ষণ প্রোটোকল সহ নির্দিষ্ট মেশিনের ক্ষমতা সহ হ্যান্ড-অন প্রশিক্ষণ, সরঞ্জামের কার্যক্ষমতার সম্ভাবনাকে সর্বাধিক করে তোলে।
গুণমান মূল্যায়ন দক্ষতা: অপারেটরের সর্বোত্তম ফিনিশ বৈশিষ্ট্য চিনতে সক্ষমতা বিকাশ করা গুণমানের ব্যর্থতার বিরুদ্ধে বীমা হিসাবে বর্ধিত প্রক্রিয়াকরণ চক্রের উপর নির্ভরতা হ্রাস করে।
কাঠামোগত অপারেটর প্রশিক্ষণ প্রোগ্রামগুলিতে বিনিয়োগের সুবিধাগুলি সাধারণত প্রথম ছয় মাসের মধ্যে গড় পলিশিং সময় 15-25% হ্রাস অর্জন করে, কারণ উন্নত সিদ্ধান্ত গ্রহণ অপ্রয়োজনীয় প্রক্রিয়াকরণ এক্সটেনশনগুলিকে দূর করে এবং ত্রুটির হার হ্রাস করে।
অত্যধিক পলিশিং সময় সরাসরি শ্রম এবং শক্তি ব্যয়ের বাইরে ক্যাসকেডিং খরচের প্রভাব তৈরি করে। বর্ধিত চক্র সরঞ্জামের প্রাপ্যতা হ্রাস করে, মোট উৎপাদন ক্ষমতা সীমিত করে এবং অতিরিক্ত যন্ত্রপাতিগুলিতে সম্ভাব্য মূলধন বিনিয়োগের প্রয়োজন হয়। দৈনিক 500 কেজি প্রক্রিয়াকরণের সুবিধার জন্য, প্রতি ব্যাচের গড় পলিশিং সময় 20 মিনিট কমিয়ে অতিরিক্ত সরঞ্জাম বিনিয়োগ ছাড়াই কার্যকর ক্ষমতা 15-20% বৃদ্ধি করতে পারে।
পলিশিং সময়কাল দ্বারা প্রভাবিত সরাসরি খরচ উপাদান অন্তর্ভুক্ত:
রক্ষণশীল অনুমানগুলি পরামর্শ দেয় যে একটি মাঝারি আকারের অপারেশনে (প্রতি ব্যাচের দৈনিক 3 ব্যাচ) গড় পলিশিং সময় 15 মিনিট কমিয়ে দিলে শুধুমাত্র সরাসরি খরচে 8,000-12,000 USD বার্ষিক সঞ্চয় হতে পারে, বর্ধিত উৎপাদন ক্ষমতার মূল্য বাদ দিয়ে।
উন্নত পলিশিং সরঞ্জাম বা প্রক্রিয়া উন্নতিতে বিনিয়োগের মূল্যায়ন করার জন্য সময়-সম্পর্কিত সঞ্চয়ের ব্যাপক বিশ্লেষণ প্রয়োজন। বিনিয়োগ গণনার উপর রিটার্ন অন্তর্ভুক্ত করা উচিত:
সরাসরি সময় সঞ্চয়: ব্যাচ ফ্রিকোয়েন্সি এবং অপারেটিং দিন দ্বারা গুণিত চক্র সময়ের পরিমাণগত হ্রাস। 250 অপারেটিং দিনে 30-মিনিটের দৈনিক হ্রাস বার্ষিক পুনরুদ্ধার ক্ষমতা 125 ঘন্টা প্রতিনিধিত্ব করে।
গুণমান উন্নতি মান: হ্রাসকৃত পুনঃপ্রক্রিয়াকরণ হার এবং সংশ্লিষ্ট সময় সাশ্রয়। একটি 1,000 কেজি দৈনিক অপারেশনে 10% পুনঃপ্রক্রিয়াকরণ নির্মূল করা প্রতিদিন প্রায় 100 কেজি ডাবল-হ্যান্ডলিং সংরক্ষণ করে।
ক্ষমতা সম্প্রসারণ পরিহার: অতিরিক্ত সরঞ্জাম ছাড়াই বর্ধিত থ্রুপুটের মূলধন খরচ সমতুল্য। যদি সময় অপ্টিমাইজেশান কার্যকর ক্ষমতা 20% বৃদ্ধি করে, অতিরিক্ত যন্ত্রপাতিগুলিতে এড়িয়ে যাওয়া বিনিয়োগ স্কেলের উপর নির্ভর করে 50,000-150,000 USD প্রতিনিধিত্ব করতে পারে।
উন্নত পলিশিং সিস্টেমের জন্য পেব্যাক পিরিয়ড সাধারণত 18-36 মাস পর্যন্ত হয় যখন সময় সঞ্চয় সঠিকভাবে পরিমাপ করা হয়, এই বিনিয়োগগুলিকে টেকসই উৎপাদন চাহিদার সাথে অপারেশনের জন্য আকর্ষণীয় করে তোলে।
প্রিমিয়াম ড্রেজের 20 কেজি ব্যাচ তৈরির একটি বিশেষ মিষ্টান্ন অপারেশন প্রাথমিকভাবে 90-150 মিনিটের মধ্যে অসঙ্গত পলিশিং সময়ের সাথে লড়াই করেছিল। বিশ্লেষণ প্রকাশ করেছে যে ম্যানুয়াল তাপমাত্রা নিয়ন্ত্রণ এবং স্থির ড্রাম গতি পরিবর্তনশীলতা তৈরি করেছে যার গুণমান নিশ্চিত করার জন্য রক্ষণশীল বর্ধিত প্রক্রিয়াকরণের প্রয়োজন।
স্বয়ংক্রিয় তাপমাত্রা নিয়ন্ত্রণ এবং পরিবর্তনশীল গতির ড্রাইভের বাস্তবায়ন উন্নত সামঞ্জস্যের সাথে গড় পলিশিং সময়কে 65 মিনিটে কমিয়েছে। 25-35% সময় হ্রাস একটি অতিরিক্ত দৈনিক ব্যাচ সক্ষম করেছে, সুবিধা সম্প্রসারণ বা অতিরিক্ত সরঞ্জাম বিনিয়োগ ছাড়াই মাসিক আউটপুট 25% বৃদ্ধি করেছে।
একাধিক পলিশিং মেশিন জুড়ে দৈনিক 2,000 কেজি প্রক্রিয়াকরণের একটি শিল্প সুবিধা সর্বোচ্চ চাহিদার সময় বাধার সম্মুখীন হয়। পণ্যের মিশ্রণের জটিলতা এবং সরঞ্জামের বয়সের তারতম্যের কারণে পৃথক মেশিন চক্রের সময় 75-110 মিনিটের মধ্যে পরিবর্তিত হয়।
আধুনিক উপর প্রমিতকরণ চকোলেট এবং ক্যান্ডি পলিশিং মেশিন ইউনিফাইড কন্ট্রোল প্ল্যাটফর্ম সহ সিস্টেমগুলি সমস্ত পণ্য জুড়ে চক্রের সময়ের পরিবর্তনকে 60-75 মিনিটে কমিয়ে দেয়। সমান্তরাল প্রক্রিয়াকরণ অপ্টিমাইজেশান এবং স্বয়ংক্রিয় সময়সূচী আরও কার্যকর দৈনিক থ্রুপুট 30% বৃদ্ধি করেছে, ঋতুগত ক্ষমতার সীমাবদ্ধতা দূর করে এবং প্রস্তাবিত সম্প্রসারণ ব্যয়ে 200,000 USD এড়ানো।
একটি চুক্তি প্রস্তুতকারক একাধিক ক্লায়েন্টের জন্য বিভিন্ন ধরণের পণ্য প্রক্রিয়াকরণ করে ঘন ঘন পরিবর্তন এবং বিভিন্ন পণ্যের জ্যামিতির কারণে চরম পলিশিং সময়ের পরিবর্তনের (45-180 মিনিট) সম্মুখীন হয়। ব্যাচগুলির মধ্যে বর্ধিত পরিষ্কার এবং সেটআপের সময় কার্যকর ক্ষমতা আরও হ্রাস করে।
পিএলসি মেমরিতে সংরক্ষিত দ্রুত-পরিবর্তন ড্রাম সিস্টেম এবং পণ্য-নির্দিষ্ট প্রক্রিয়ার রেসিপিগুলি গ্রহণের ফলে পরিবর্তনের সময় 45 মিনিট থেকে 12 মিনিটে কমে যায় এবং পূর্বাভাসিত সীমার মধ্যে পলিশিং চক্র স্বাভাবিক হয়। মোট দৈনিক উৎপাদনের সময় 35% বৃদ্ধি পেয়েছে, যা ক্ষমতা বিনিয়োগ ছাড়াই অতিরিক্ত চুক্তি ভলিউম গ্রহণ করার সুবিধা সক্ষম করে।
সঠিকভাবে টেম্পারড চকলেট, সর্বোত্তম সরঞ্জাম এবং বৃত্তাকার পণ্য জ্যামিতি সহ আদর্শ অবস্থার অধীনে, একটি উচ্চ-গ্লস ফিনিস 35-40 মিনিটের মধ্যে অর্জন করা যেতে পারে। যাইহোক, এটি সেরা-কেস কর্মক্ষমতা প্রতিনিধিত্ব করে এবং একটি পরিকল্পনা মান হিসাবে ব্যবহার করা উচিত নয়। উত্পাদন সময়সূচী স্বাভাবিক অপারেশনাল ভেরিয়েবলের জন্য অ্যাকাউন্টে ব্যবহারিক ন্যূনতম হিসাবে 45-60 মিনিট ব্যবহার করা উচিত।
প্রস্তুতকারকের স্পেসিফিকেশন সাধারণত আদর্শ পণ্য বৈশিষ্ট্য সহ সর্বোত্তম অবস্থা প্রতিফলিত করে। প্রক্রিয়াকরণের সময় বাড়ানোর সাধারণ কারণগুলির মধ্যে রয়েছে অপর্যাপ্ত জলবায়ু নিয়ন্ত্রণ, সাবঅপ্টিমাল চকোলেট টেম্পারিং, ওভারলোড ব্যাচ, জীর্ণ ড্রাম পৃষ্ঠ বা চ্যালেঞ্জিং জ্যামিতি সহ পণ্য। পরিবেশগত অবস্থা, সরঞ্জাম রক্ষণাবেক্ষণের অবস্থা এবং কাঁচামালের গুণমানের একটি পদ্ধতিগত পর্যালোচনা পরিচালনা করা সাধারণত নির্দিষ্ট কারণ চিহ্নিত করে।
যদিও সরঞ্জামের স্পেসিফিকেশনের মধ্যে পরিমিত গতি বৃদ্ধি পায় (32-35 rpm পর্যন্ত) প্রক্রিয়াকরণের সময়কে কিছুটা কমিয়ে দিতে পারে, অত্যধিক গতি পৃষ্ঠের ক্ষতি এবং পণ্যের বিকৃতি তৈরি করে যা বর্ধিত মেরামত পলিশিং বা প্রত্যাখ্যাত পণ্যের ফলাফলের প্রয়োজন হয়। সর্বোত্তম গতি পণ্য অখণ্ডতার সাথে যান্ত্রিক কর্মের ভারসাম্য; প্রস্তাবিত পরামিতি অতিক্রম করলে সাধারণত প্রক্রিয়াকরণের মোট সময় কমানোর পরিবর্তে বৃদ্ধি পায়।
উচ্চ আর্দ্রতা (60% আপেক্ষিক আর্দ্রতার উপরে) সাধারণত 20-30% পলিশ করার সময় বাড়ায় কারণ আর্দ্রতা পৃষ্ঠের স্ফটিককরণ এবং পলিশিং এজেন্ট আনুগত্যে হস্তক্ষেপ করে। আর্দ্র জলবায়ুতে সুবিধাগুলিকে পালিশ করার জন্য ডেডিকেটেড ডিহিউমিডিফিকেশন সিস্টেমে বিনিয়োগ করা উচিত। বিপরীতভাবে, খুব কম আর্দ্রতা (40% এর নিচে) দ্রুত পৃষ্ঠের শুকানোর কারণ হতে পারে যা সঠিক পলিশিং এজেন্ট বিতরণকে বাধা দেয়, প্রক্রিয়াকরণের সময়ও বাড়িয়ে দেয়।
হ্যাঁ, লেপের বেধ সরাসরি পলিশিং এর সময়কে প্রভাবিত করে। পাতলা আবরণগুলি (1 মিমি-র নীচে) আরও দ্রুত পলিশ করে কারণ পৃষ্ঠের স্ফটিককরণ দ্রুত সম্পন্ন হয় এবং তাপ স্থানান্তর আরও কার্যকর। পুরু আবরণ (3 মিমি-এর বেশি) সম্পূর্ণ পৃষ্ঠের পরিমার্জন নিশ্চিত করতে বর্ধিত প্রক্রিয়াকরণের প্রয়োজন হয় এবং পৃষ্ঠের ত্রুটি সৃষ্টিকারী অভ্যন্তরীণ তাপীয় গ্রেডিয়েন্টগুলি প্রতিরোধ করার জন্য পরিবর্তিত তাপমাত্রা প্রোফাইলের প্রয়োজন হতে পারে।
সম্পূর্ণতা সূচকগুলির মধ্যে রয়েছে স্থিতিশীল পণ্যের তাপমাত্রার সাথে মিলিত পরিবেষ্টিত অবস্থা, স্ট্রিকিং বা মোটলিং ছাড়াই অভিন্ন পৃষ্ঠের গ্লস, পলিশিং এজেন্টের অবশিষ্টাংশের অনুপস্থিতি এবং আঠালোতা ছাড়াই স্পর্শকাতর মসৃণতা। 60 ডিগ্রীতে 85 GU এর উপরে একটি গ্লস মিটার রিডিং ব্যবহার করে ইন্সট্রুমেন্টাল নিশ্চিতকরণ বস্তুনিষ্ঠ যাচাই প্রদান করে। পরিকল্পিত চক্রের সময়কালের পরে এই মানদণ্ডগুলি পূরণ করে এমন পণ্যগুলি আত্মবিশ্বাসের সাথে ছেড়ে দেওয়া যেতে পারে।
প্রতিরোধমূলক রক্ষণাবেক্ষণের সময়সূচীর মধ্যে ড্রামের পৃষ্ঠতল এবং বায়ু সঞ্চালন ব্যবস্থার দৈনিক পরিষ্কার করা, গরম করার উপাদান এবং ড্রাইভের উপাদানগুলির সাপ্তাহিক পরিদর্শন, বিয়ারিং এবং ড্রাইভ সিস্টেমের মাসিক তৈলাক্তকরণ এবং বেসলাইন স্পেসিফিকেশনের বিরুদ্ধে ত্রৈমাসিক কার্যক্ষমতা যাচাই অন্তর্ভুক্ত করা উচিত। ব্যবহারের তীব্রতার উপর নির্ভর করে প্রতি 12-18 মাসে ড্রাম পৃষ্ঠের রিফিনিশিং হওয়া উচিত। এই সময়সূচী মেনে চলা ধীরে ধীরে কর্মক্ষমতার অবনতি রোধ করে যা প্রক্রিয়াকরণের সময়কে প্রসারিত করে।
একটি একক ব্যাচে পণ্যের ধরন মেশানো সাধারণত সুপারিশ করা হয় না কারণ বিভিন্ন জ্যামিতি এবং আকার বিভিন্ন হারে পোলিশ করে, সবচেয়ে কঠিন আইটেম নির্দিষ্টকরণে পৌঁছানো নিশ্চিত করার জন্য বর্ধিত প্রক্রিয়াকরণের প্রয়োজন হয়। এই পদ্ধতিটি সাধারণত প্রতি কিলোগ্রামে গড় প্রক্রিয়াকরণের সময় বাড়ায়। অপ্টিমাইজ করা ব্যাচ সিকোয়েন্সিং, দ্রুত পরিবর্তনের ক্ষমতা এবং নির্দিষ্ট পণ্য বিভাগের জন্য নিবেদিত সরঞ্জামগুলির সাথে সমান্তরাল প্রক্রিয়াকরণের মাধ্যমে দক্ষতার উন্নতি আরও ভালভাবে অর্জন করা হয়।
অপারেটরের দক্ষতা উল্লেখযোগ্যভাবে প্রক্রিয়াকরণের দক্ষতাকে প্রভাবিত করে। অভিজ্ঞ অপারেটররা প্যারামিটার সামঞ্জস্যের বিষয়ে আরও ভাল রিয়েল-টাইম সিদ্ধান্ত নেয়, ওভার-প্রসেসিং ছাড়াই সর্বোত্তম সমাপ্তির পয়েন্টগুলি চিনতে পারে এবং বিলম্ব হওয়ার আগে উদীয়মান সমস্যাগুলির সমাধান করে। স্ট্রাকচার্ড ট্রেনিং প্রোগ্রাম এবং কম অপারেটর টার্নওভার সহ সুবিধাগুলি সাধারণত 15-25% ভাল সময় দক্ষতা অর্জন করে যেগুলি ঘন ঘন কর্মীদের পরিবর্তন বা অপর্যাপ্ত প্রশিক্ষণের সাথে অপারেশনের তুলনায়।
প্রতিদিনের প্রতি মেশিনের লক্ষ্য ব্যাচ দ্বারা দৈনিক উৎপাদন ভলিউম ভাগ করে প্রয়োজনীয় মেশিনের ক্ষমতা গণনা করুন (সাধারণত স্ট্যান্ডার্ড চক্রের জন্য 4-6)। রক্ষণাবেক্ষণ, পরিবর্তন ও চাহিদার শীর্ষে 15-20% ক্ষমতার বাফার অন্তর্ভুক্ত করুন। উদাহরণস্বরূপ, 60 কেজি ব্যাচ সহ একটি 1,000 কেজি দৈনিক প্রয়োজনের জন্য প্রতিদিন প্রায় 17 ব্যাচ প্রয়োজন। প্রতিদিন প্রতি মেশিনে 5 ব্যাচে, তিনটি মেশিন উপযুক্ত বাফার সহ পর্যাপ্ত ক্ষমতা প্রদান করে। এই গণনায় পণ্যের বৈচিত্র্য এবং পরিবর্তনের ফ্রিকোয়েন্সি বিবেচনা করুন।

 চকলেট উৎপাদন লাইন মেশিনারি ইকুইপমেন্ট ফ্যাক্টরি
চকলেট উৎপাদন লাইন মেশিনারি ইকুইপমেন্ট ফ্যাক্টরি

 中文简体
中文简体 English
English