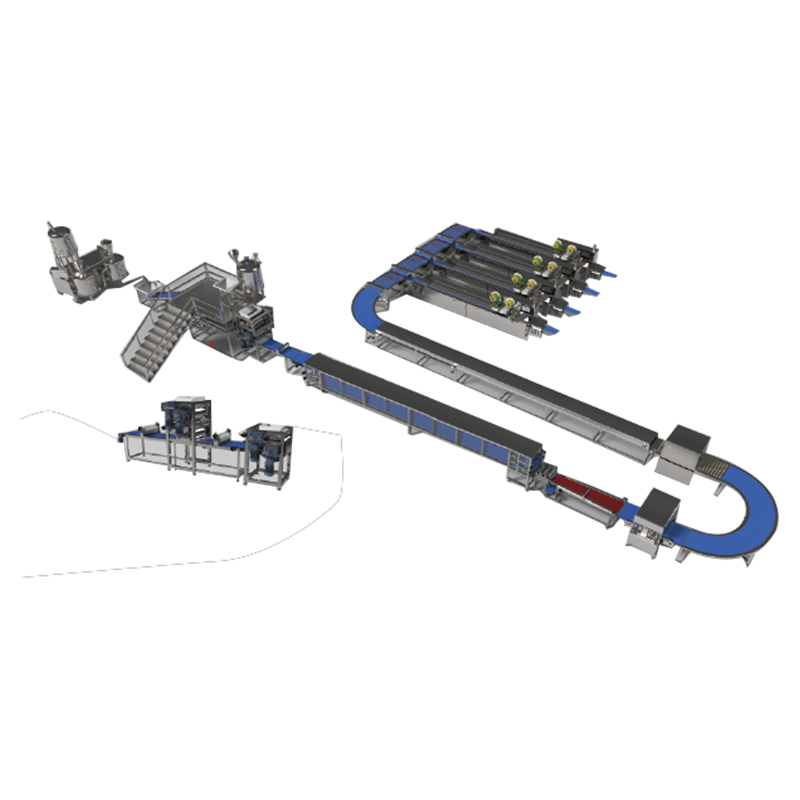
ক স্নিকার চকলেট বার প্রসেসিং লাইন স্কেল এ স্তরযুক্ত চকলেট মিষ্টান্ন বার উত্পাদন করার জন্য ডিজাইন করা খাদ্য উত্পাদন সরঞ্জামগুলির একটি সমন্বিত সেট। মূল উপসংহারটি সোজা: একটি সম্পূর্ণ এবং ভালভাবে কনফিগার করা স্নিকার উত্পাদন লাইন 150-600 কেজি/ঘন্টা আউটপুট অর্জন করতে পারে , সরঞ্জাম গ্রেড, অটোমেশন স্তর, এবং পণ্য স্পেসিফিকেশন উপর নির্ভর করে। এটি উচ্চ-ভলিউম চকলেট বার উত্পাদনের জন্য এটিকে সবচেয়ে কার্যকরী ফর্ম্যাটগুলির মধ্যে একটি করে তোলে।
লাইনটি সাধারণত নৌগাট রান্না এবং ক্যারামেল প্রস্তুতি থেকে শুরু করে পিনাট লেয়ারিং, চকলেট এনরবিং, কুলিং, কাটিং এবং চূড়ান্ত প্যাকেজিং পর্যন্ত প্রতিটি ধাপ পরিচালনা করে — সবই একটি ক্রমাগত স্বয়ংক্রিয় প্রবাহের মধ্যে। প্রতিটি মডিউল কীভাবে কাজ করে তা বোঝা নির্মাতাদের ফলন অপ্টিমাইজ করতে, অপচয় কমাতে এবং ধারাবাহিক পণ্যের গুণমান বজায় রাখতে সহায়তা করে।
ক standard Snicker উত্পাদন লাইন প্রক্রিয়াকরণ পর্যায়ের একটি যৌক্তিক ক্রম অনুসরণ করে। প্রতিটি পর্যায় চূড়ান্ত বারের কাঠামোগত অখণ্ডতা এবং সংবেদনশীল গুণমানে অবদান রাখে।
একটি স্নিকার-স্টাইল বারের বেস লেয়ার হল নৌগাট, একটি অবিচ্ছিন্ন বা ব্যাচ মিক্সারে বায়ুযুক্ত চিনির সিরাপ, গ্লুকোজ, ডিমের সাদা এবং চর্বি মিশিয়ে তৈরি করা হয়। এরপর নৌগাট একটি কনভেয়র বেল্টে বা পূর্বের স্ল্যাবে জমা হয়, যেখানে এটি চাপা হয় ইউনিফর্ম বেধ সাধারণত 10-20 মিমি মধ্যে . এই পর্যায়ে সামঞ্জস্যপূর্ণ টেক্সচার ডাউনস্ট্রিম কাটিংয়ের নির্ভুলতার জন্য গুরুত্বপূর্ণ।
ক্যারামেল একটি ক্রমাগত ক্যারামেল কুকারে প্রস্তুত করা হয় যা চিনি, গ্লুকোজ সিরাপ, ক্রিম বা চর্বি এবং নিয়ন্ত্রিত তাপে ইমালসিফায়ারকে একত্রিত করে। নমনীয় থাকা অবস্থায় রান্না করা ক্যারামেল নৌগাট স্তরে জমা হয়। জমা করার সময় ক্যারামেল তাপমাত্রা সাধারণত 60-75 ডিগ্রি সেলসিয়াসের মধ্যে বজায় থাকে নীচের নৌগাটকে বিকৃত না করে সঠিক আনুগত্য নিশ্চিত করতে।
পুরো বা অর্ধ-ভুনা চিনাবাদাম একটি ভাইব্রেটরি ফিডার বা রোলার অ্যাপলিকেটর ব্যবহার করে ক্যারামেল পৃষ্ঠের উপর সমানভাবে বিতরণ করা হয়। একটি মৃদু প্রেসিং রোলার নিশ্চিত করে যে চিনাবাদামগুলি ক্যারামেল স্তরে এম্বেড করা হয়েছে। চিনাবাদাম কভারেজ অভিন্নতা সরাসরি দৃশ্যমান সামঞ্জস্য এবং ওজন নির্ভুলতা প্রভাবিত করে সমাপ্ত বারে।
একত্রিত স্ল্যাব - নৌগাট, ক্যারামেল এবং চিনাবাদাম সমন্বিত - একটি শীতল টানেলের মধ্য দিয়ে যায় যেখানে তাপমাত্রা কমে যায় 18 ডিগ্রি সেলসিয়াসের নিচে . এটি কাটার আগে গঠন আপ দৃঢ়. একটি ঘূর্ণমান বা তারের কাটার তারপর স্ল্যাবটিকে ন্যূনতম পণ্যের ক্ষতি সহ পৃথক বার-আকারের টুকরোগুলিতে ভাগ করে।
স্বতন্ত্র বারগুলি একটি চকলেট এনরোবারের মধ্য দিয়ে যায় যেখানে টেম্পারড চকোলেট (সাধারণত 29-32° সে গাঢ় বা দুধের রূপের জন্য) সমস্ত পৃষ্ঠকে সমানভাবে আবরণ করে। একটি এয়ার ব্লোয়ার নিচ থেকে অতিরিক্ত চকলেট সরিয়ে দেয় এবং বারগুলি চূড়ান্ত কুলিং টানেলে প্রবেশ করার আগে একটি কম্পন টেবিল পৃষ্ঠের আবরণকে মসৃণ করে।
কfter enrobing, bars travel through a refrigerated tunnel at 8-14° সে চকলেট শেল সেট করার জন্য কয়েক মিনিটের জন্য। সম্পূর্ণ সেট বারগুলি তারপর স্বয়ংক্রিয় ফ্লো-র্যাপিং বা বালিশ-প্যাকেজিং মেশিনে স্থানান্তরিত হয়, উত্পাদন চক্র সম্পূর্ণ করে।
প্রতিটি প্রক্রিয়াকরণ পর্যায়ে বিশেষ সরঞ্জাম প্রয়োজন। নীচে প্রাথমিক যন্ত্রপাতি উপাদানগুলির একটি ওভারভিউ এবং তাদের কার্যকরী ভূমিকা রয়েছে:
| যন্ত্রপাতি | ফাংশন | কী প্যারামিটার |
|---|---|---|
| নৌগাট মিক্সার এবং প্রাক্তন | কerates and shapes the nougat base layer | আউটপুট: 100-500 kg/h |
| ক্যারামেল কুকার | নিয়ন্ত্রিত তাপমাত্রায় ক্যারামেল রান্না করে এবং জমা করে | তাপমাত্রা: 60-75° সে |
| চিনাবাদাম ফিডার/প্রয়োগকারী | চিনাবাদাম কেরামেলের উপরে সমানভাবে বিতরণ করে | কভারেজ অভিন্নতা ±3% |
| স্ল্যাব কুলিং টানেল | কাটা জন্য স্তরযুক্ত স্ল্যাব দৃঢ় | টানেলের তাপমাত্রা: 10-18 ডিগ্রি সেলসিয়াস |
| রোটারি/ওয়্যার কাটার | পৃথক বার মধ্যে স্ল্যাব কাটা | কাটার গতি: 120 কাট/মিনিট পর্যন্ত |
| চকোলেট এনরোবার | টেম্পারড চকলেটে কোট বার | চকোলেট তাপমাত্রা: 29-32 ডিগ্রি সেলসিয়াস |
| চূড়ান্ত কুলিং টানেল | চকোলেট শেল সেট করে | টানেলের তাপমাত্রা: 8-14 ডিগ্রি সেলসিয়াস |
| ফ্লো র্যাপার/প্যাকেজিং মেশিন | পৃথকভাবে সমাপ্ত বার wraps | গতি: 600 বার/মিনিট পর্যন্ত |
আধুনিক স্নিকার চকোলেট বার প্রসেসিং লাইন তিনটি সাধারণ অটোমেশন স্তরে উপলব্ধ, প্রতিটি বিভিন্ন উৎপাদন স্কেল এবং বিনিয়োগ স্তরের জন্য উপযুক্ত:
প্রতিদিন 500,000-1,000,000 বার লক্ষ্য করে একটি মধ্য-স্কেল প্রস্তুতকারকের জন্য, 50 গ্রাম গড় বারের ওজন সহ 400 kg/h গতিতে চলমান একটি সম্পূর্ণ স্বয়ংক্রিয় লাইন প্রায় উত্পাদন করবে প্রতি ঘন্টায় 8,000 বার বা 24-ঘন্টা শিফটে 192,000 বার .
সামঞ্জস্যপূর্ণ বার গুণমান বজায় রাখার জন্য স্নিকার উত্পাদন লাইন জুড়ে বেশ কয়েকটি চেকপয়েন্টে সক্রিয় নিয়ন্ত্রণ প্রয়োজন:
একটি চকোলেট বার প্রক্রিয়াকরণ লাইনে খাদ্য-গ্রেড নকশা অ-আলোচনাযোগ্য। মূল নকশা নীতি অন্তর্ভুক্ত:
এমনকি ভাল-কনফিগার করা লাইনগুলি পুনরাবৃত্ত সমস্যার সম্মুখীন হয়। নীচে সবচেয়ে সাধারণ চ্যালেঞ্জ এবং ব্যবহারিক সমাধান রয়েছে:
| চ্যালেঞ্জ | কারণ | সমাধান |
|---|---|---|
| কারমেল কাটার স্টিকিং | কাটিং পর্যায়ে ক্যারামেল খুব গরম | স্ল্যাব কুলিং টানেলের তাপমাত্রা 2-3°C কম করুন |
| অসম চকোলেট আবরণ | চকলেট মেজাজের সীমার বাইরে | টেম্পারিং ইউনিট পুনরায় ক্যালিব্রেট করুন; ফ্যাট ব্লুম ট্রিগার জন্য পরীক্ষা করুন |
| বারের ওজন বৈচিত্র >±3g | নৌগাট বা ক্যারামেল স্তরের বেধের অসঙ্গতি | আমানতকারী অগ্রভাগ পরিদর্শন; প্রাক্তন rollers recalibrate |
| বার মধ্যে চিনাবাদাম voids | ফিডার কম্পন খুব বেশি বা কম | কdjust vibratory feeder frequency; clean hopper sensors |
| প্যাকেজিং মিসলাইনমেন্ট | কাটার পরে বার দৈর্ঘ্যের তারতম্য | পরিবাহক বেল্ট গতির সাথে কাটার গতি সিঙ্ক্রোনাইজ করুন |
কুলিং টানেল এবং রান্নার পাত্রগুলি স্নিকার উৎপাদন লাইনে সর্বোচ্চ শক্তির ভোক্তা, একসাথে হিসাব করে মোট লাইন শক্তি খরচের 55-70% . শক্তি খরচ কমাতে ব্যবহারিক ব্যবস্থা অন্তর্ভুক্ত:
ক well-optimized fully automated line can produce one kilogram of finished bar using আনুমানিক 0.3-0.6 kWh , জলবায়ু অবস্থা এবং উদ্ভিদ বিন্যাসের উপর নির্ভর করে।
ক full line including nougat forming, caramel, peanut application, enrobing, and packaging typically requires দৈর্ঘ্যে 40-80 মিটার এবং 4-8 মিটার প্রস্থ, অটোমেশন লেভেল এবং কুলিং টানেল ডিজাইনের উপর নির্ভর করে।
হ্যাঁ। অ্যাডজাস্টেবল ডিপোজিটর, মডুলার মোল্ড এবং পুনরায় কনফিগারযোগ্য কাটার সহ, বেশিরভাগ আধুনিক লাইন ফরম্যাটের মধ্যে পরিবর্তন করতে পারে। পরিবর্তনের সময় সাধারণত 20-45 মিনিট .
দুধ চকলেট সবচেয়ে বেশি ব্যবহৃত হয়, একটি কোকো কন্টেন্ট সঙ্গে 25-35% . এনরোবার পণ্যের স্পেসিফিকেশনের উপর নির্ভর করে প্রি-টেম্পারড যৌগিক চকলেট এবং আসল চকোলেট উভয়ই পরিচালনা করে।
ক fully automated line at 400 kg/h typically requires 3-6 অপারেটর প্রতি শিফট, গুণমান পরীক্ষা, প্যাকেজিং পুনরায় পূরণ, এবং ছোটখাটো সমন্বয় কভার করে।
সঠিক চকোলেট এনরবিং এবং ফ্লো-র্যাপ প্যাকেজিং সহ, সমাপ্ত বারের শেলফ লাইফ সাধারণত 9-12 মাস 20 ডিগ্রি সেলসিয়াসের নিচে পরিবেষ্টিত তাপমাত্রায়।
নৌগাট হল আদর্শ ভিত্তি, কিন্তু লাইনটিকে পরিবর্তে কুকি, ওয়েফার বা সিরিয়াল বেস স্তরগুলি ব্যবহার করার জন্য অভিযোজিত করা যেতে পারে, এটি একাধিক বার ফর্ম্যাটের জন্য একটি বহুমুখী প্ল্যাটফর্ম তৈরি করে৷

 চকলেট উৎপাদন লাইন মেশিনারি ইকুইপমেন্ট ফ্যাক্টরি
চকলেট উৎপাদন লাইন মেশিনারি ইকুইপমেন্ট ফ্যাক্টরি

 中文简体
中文简体 English
English